


 電化鋁草莓视频色版下载
電化鋁草莓视频色版下载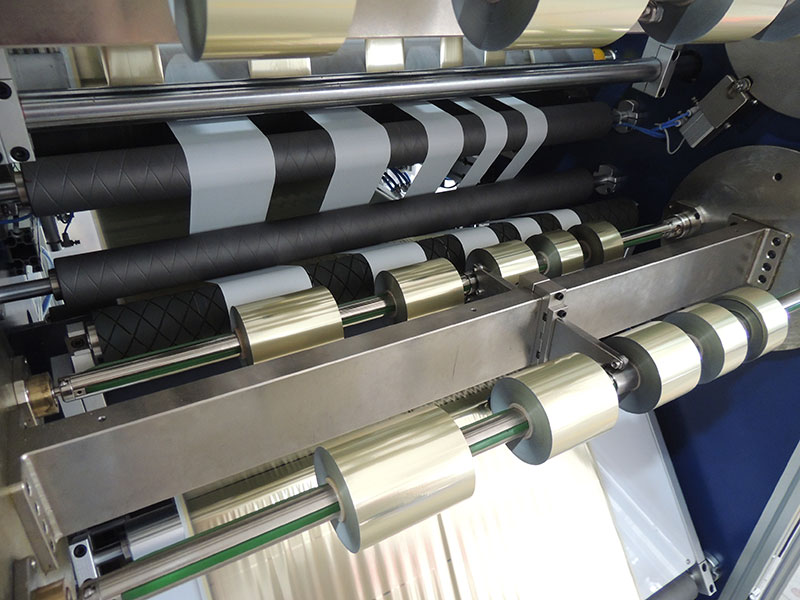 燙金紙草莓视频色版下载
燙金紙草莓视频色版下载 電化鋁燙印箔草莓视频色版下载
電化鋁燙印箔草莓视频色版下载 燙金膜草莓视频色版下载
燙金膜草莓视频色版下载 金箔草莓视频色版下载 RSDS7-1350
金箔草莓视频色版下载 RSDS7-1350服務熱線
180-5003-0233
設備明明在運轉,產量卻上不去;切出來的產品毛刺越來越多,客戶頻頻投訴——不少電化鋁分切企業的困境,根源往往不在設備本身,而在於一個被嚴重忽視的細節:換刀周期。刀片什麽時候該換、怎麽換,直接決定了設備是“高效產出”還是“低效空轉”。

效率低下的隱形殺手:刀具管理失當
電化鋁(燙金箔)分切對刀具要求極高。這種草莓视频免费成人通常厚度僅6-12μm,表麵鍍有易脫落的鋁層和離型層,刀具稍有鈍化,就會撕裂塗層,產生毛刺、粉塵,直接廢品率飆升。
很多企業遵循“用到不能用再換”的原則,這恰恰是效率殺手。刀片磨損變鈍後,分切阻力增大,設備被迫降速運行;同時毛刺增多,可能需要二次修邊或停機處理,看似省了刀片錢,實則損失了產能和良率。

科學換刀周期:三個維度定方案
換刀周期沒有“一刀切”的標準,需結合以下三個維度綜合判斷:
1. 按米數定修磨周期(最基礎)
這是最客觀的量化指標。行業經驗表明,圓刀建議每分切5-10萬米修磨一次;平刀耗材更快,每換2-3卷就應檢查刃口。企業應建立刀具使用台賬,記錄每副刀片的累計分切米數,到期強製送修,而非憑感覺判斷。
2. 按質量信號定更換節點(最直接)
產品質量是最好的報警器。建議每工作8-12小時檢查一次刀片鋒利度,出現以下信號時,即使未達到米數閾值也應立即處理:
• 分切邊緣出現連續毛刺或微小缺口
• 收卷端麵出現“拖尾”或拉絲現象
• 分切時粉塵明顯增多(靜電消除棒也無法緩解)
• 上下刀配合間隙超出0.02-0.05mm範圍
3. 按設備狀態定預防周期(最長遠)
刀片磨損與設備精度相互影響。如果刀軸跳動超過0.01mm、軸承有異常振動,即使新刀也難以切出好產品。建議將換刀與設備精度校準同步進行,每季度檢查一次刀軸同心度和導軌間隙,避免“刀新機老”的尷尬。

快速換刀:把停機時間壓到最短
定了換刀周期,還得解決換刀耗時長的痛點。傳統換刀動輒30分鍾以上,頻繁換刀反而讓效率更低。快速換模(SMED)技術是破局關鍵:
• 內部作業轉外部:停機前就完成刀片預清潔、新刀預裝、參數預輸入,把停機換刀時間壓縮到純粹的“拆裝”環節。
• 快換夾具:采用氣動鎖緊裝置或磁性夾具替代螺栓固定,換刀從“擰螺絲”變成“按按鈕”,行業先進水平可將換模時間從30分鍾縮至5分鍾以內。
• 參數記憶:將不同規格產品的分切參數(速度、壓力、間隙)存儲在係統中,換刀後一鍵加載,避免反複試切調校。
維護建議:建立閉環管理
最後,建議將換刀管理形成閉環製度:
1. 建台賬:記錄每副刀片的安裝日期、累計分切米數、修磨次數
2. 定閾值:根據自身產品要求,確定“強製修磨米數”和“報廢米數”
3. 抓信號:將“毛刺檢查”納入每班次點檢流程,發現異常立即處理而非等到定期換刀
4. 上工具:推廣快換夾具和預調工裝,把換刀對生產的影響降到最低
換刀不是“壞了才修”,而是“到期就換”。 把換刀周期從“經驗判斷”升級為“數據管理”,電化鋁草莓视频色版下载的效率提升往往立竿見影——設備綜合效率(OEE)提高20%-30%並非遙不可及。


